Условия работы
В четырехтактных двигателях
на поршневой палец действуют знакопеременные нагрузки, а в двухтактных -
нагрузки, близкие к пульсирующей. Палец испытывает также тепловую
нагрузку вследствие передачи теплоты от головки поршня и теплоты,
выделяющейся при трении пальца о головку шатуна и бобышки поршня.
У двухтактных двигателей нагрузки от давления газов
более продолжительны и односторонни, а температура выше, чем в
четырехтактных двигателях, вследствии чего поршневые пальцы работают в
более тяжелых условиях.
Палец совершает вместе с поршнем
возвратно-поступательное движение, а также в большей части конструкций
возвратно-вращательное движение вокруг своей оси. Это в совокупности с
высокой температурой пальца обусловливает невозможность жидкостной
смазки, поэтому имеет место полужидкостная смазка, которая приводит к
повышенному износу пальца.
Конструкция
В быстроходных двигателях для облегчения пальца, а также для рационального распределения материала конструкцию выполняют по одной из схем, приведенных на рис. 107.
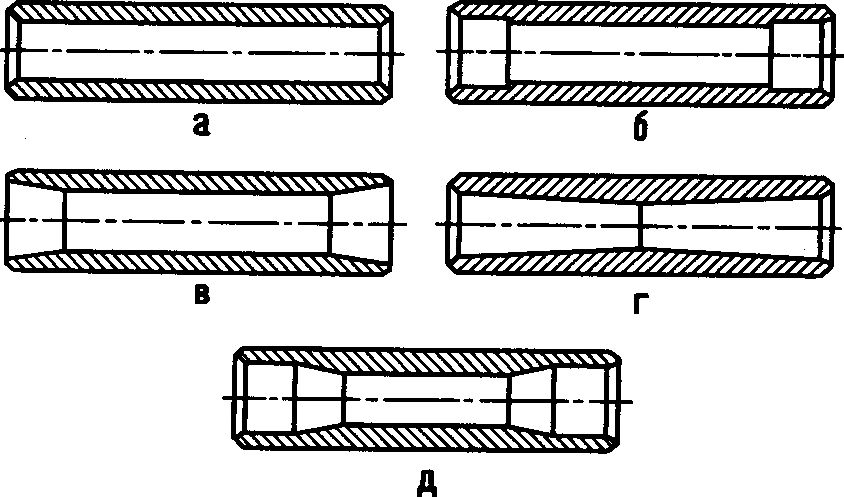
Рис. 107. Поршневые пальцы: а, б – цилиндрические; в, г, д – близкие к форме, обеспечивающей равное сопротивление изгибу
Установка пальца
В двигателестроении
применяют три способа установки поршневого пальца. Первый способ
установки (рис. 105, а) возможность провертывания пальца во время работы
как в бобышках, так и в поршневой головке шатуна (плавающий палец);
вследствие этого уменьшается относительная скорость скольжения пальца по
сравнению со скоростью скольжения при закреплении пальца в бобышках
поршня или головке шатуна. При этом уменьшаются сила сопротивления и
выделение теплоты, которое пропорционально произведению силы трения на
скорость относительного движения. Уменьшается износ, который при данном
способе установки распределяется равномерно по окружности пальца,
вследствие чего палец сохраняет цилиндрическую форму, а также
уменьшается опасность заедания.
При втором способе установки оба конца поршневого
пальца (или один) закреплены в поршне (рис. 105,б). Этот способ
применяют очень редко в конструкциях стационарных, судовых и тепловозных
двигателей и еще реже в тракторных.
Третий способ - поршневой палец закреплен в головке шатуна
(рис. 105, в). Такую установку пальца применяют в некоторых конструкциях
автомобильных и тракторных двигателей, но редко, так как имеющийся
стопорный болт с резьбой снижает надежность конструкции.
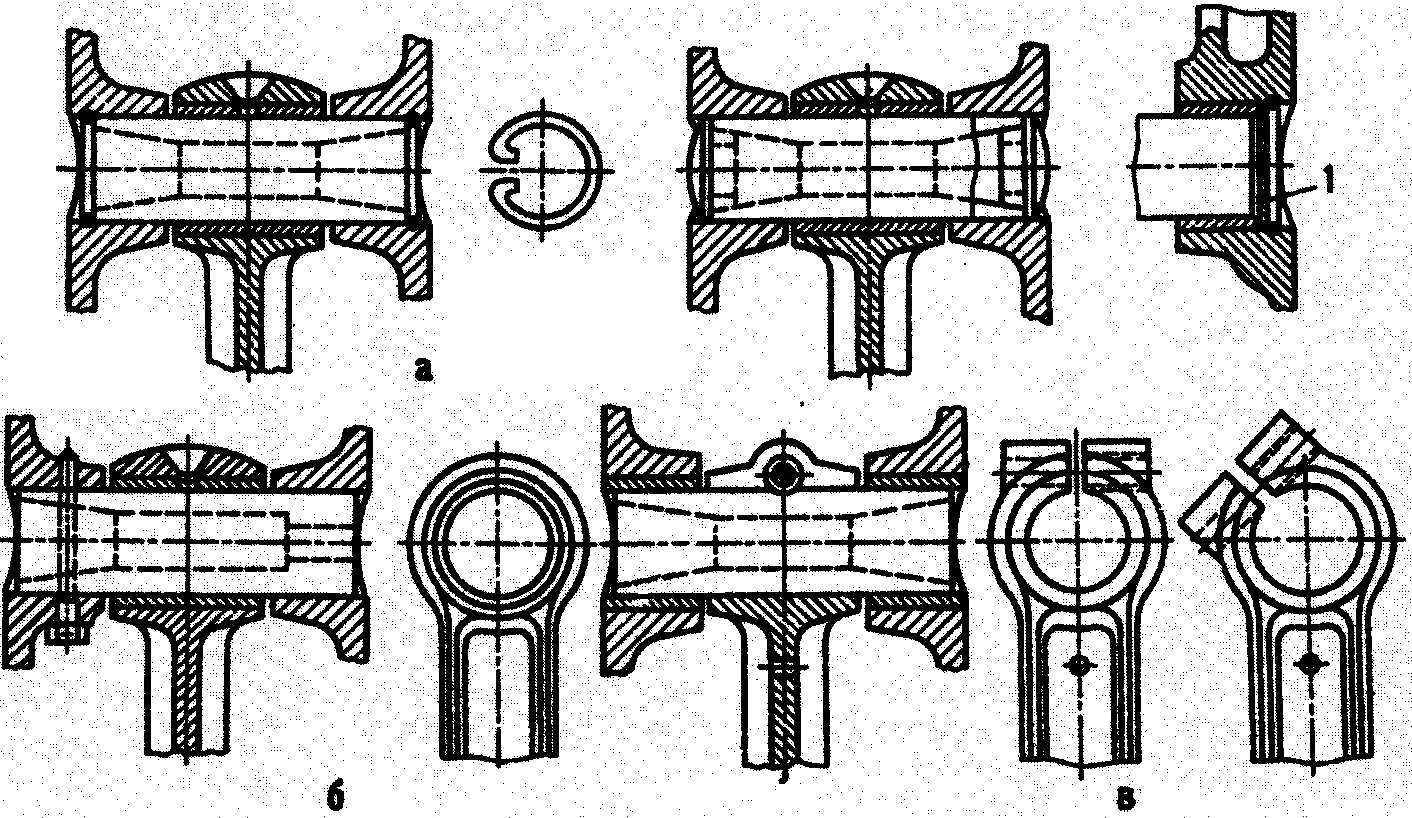
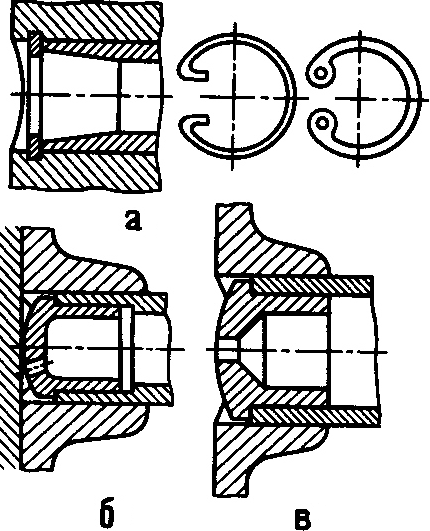
Рис. 106. Пружинные замки и заглушки, предохраняющие палец от перемещения: а – пружинные замки; б, в - заглушки
Расчет
Удельная нагрузка на проекцию опорных поверхностей пальца (табл. 14) определяется из соотношения
 |
(211) |
Таблица 14. Допустимые значения давлений (МПа) на опорные поверхности поршневого пальца и бобышек двигателей
| Опорные поверхности | Судовых, тепловозных и стационарных | Автомобильных и тракторных | Дизелей быстроходных и форсированных | |
| тихоходных | быстроходных | |||
| Втулка из бронзы (баббита) в поршневой головке шатуна | 15-25 | 25-40 | 25-30 | 50-90 |
| Бобышки чугунного поршня без втулок | 35-40 | до 32 | до 35 | 50-80 |
| Бобышки поршня из алюминиевого сплава без втулок | 25-30 | до 30 | до 30 | - |
| Бобышки поршня из алюминиевого сплава с втулками из бронзы | 35-40 | до 40 | до 35 | 50-80 |
Расчет на изгиб.
Закон распределения нагрузки по длине пальца зависит от ряда факторов (соотношения жесткостей пальца и поршня, зазора в бобышках, масляного слоя), влияние которых на степень защемления пальца в бобышках учесть трудно.Напряжение изгиба в опасном сечении
 |
(212) |
Схема нагружения, показанная на рис. 108,6, наиболее соответствует действительной; схема на рис. 108, в приближается к действительной. Результаты расчета поршневых пальцев форсированных двигателей по схемам, приведенным на рис. 108, и особенно по схеме, приведенной на рис. 108, 6, хорошо совпадают с результатами экспериментов. Так как напряжения, получаемые в результате расчета по схеме рис. 108,6, немного превышают напряжения, получаемые при расчете по схеме рис. 108, в, то допустимо определять напряжения по более простой схеме (рис. 108, в).
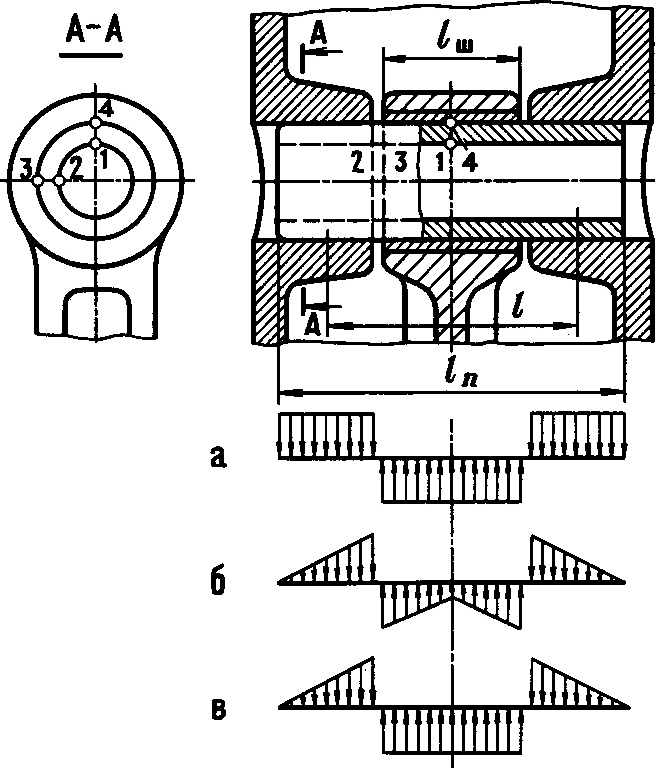
Напряжение в середине пальца
 |
(213) |
Допускаемые напряжения при расчете по формуле (213) для поршневых пальцев из углеродистой стали 15 и 20 составляют 120-150 МПа, а для поршневых пальцев из легированной стали форсированных двигателей лежат в пределах 300-500 МПа.
Касательные напряжения τ от тангенциальных сил в поперечных сечениях пальца.
Наибольшая срезывающая сила действует в сечениях между бобышкой и головкой шатуна. Значение наибольшего касательного напряжения (на нейтральной оси)
 |
(214) |
Допускаемые напряжения τ для пальцев из углеродистой стали составляют 50 МПа, из легированной 120-250 МПа.
Напряжения, возникающие от овализации поперечного сечения пальца
Напряжения и соответствующие им деформации вследствие неравномерного распределения нагрузки по длине пальца в различных сечениях неодинаковые. В наиболее нагруженной средней части пальца деформация значительно больше по сравнению с деформацией концевых участков. При этом резкое уменьшение деформаций начинается с сечений, расположенных от концов пальца на расстоянии четверти его длины. Наиболее распространенными поломками пальца являются поломки поперек и вдоль пальца. Поломки поперек пальца наблюдаются чаще в толстостенных пальцах. Излом начинается обычно в средней части пальца (точка 4, рис. 108) под упрочненным слоем после цементации или азотирования вследствие излишне высоких напряжений изгиба, приближенно определяемых по формуле (213).Трещины вдоль пальца могут возникать от касательных напряжений и напряжений, вызываемых изменением поперечного сечения пальца, и начинаются чаще с внутренней поверхности пальца. Трещины вдоль пальца появляются в средней его части (в точке 1) или в сечениях между бобышкой и головкой шатуна (в точке 2 на внутренней или в точке 3 на внешней поверхностях). Это характерно для тонкостенных или толстостенных пальцев, если в материале последних имеются пороки в виде волосовин, направленных вдоль пальца.
Трещина в средней части (точка 1) возникает от напряжения овализации, являющегося напряжением растяжения. Это напряжение меньше напряжения сжатия от овализации в точке 2 и складывается с остаточными напряжениями растяжения, вызванными упрочнением внешней поверхности пальца термохимической обработкой. Трещины, возникающие в точке 2, появляются вследствие касательного напряжения от наибольшей поперечной силы, к которому добавляется напряжение овализации, в результате чего максимальное напряжение в этой точке действует под некоторым углом к оси пальца.
Трещина может начаться и с внешней поверхности в точке 3 под влиянием касательных напряжений, к которым добавляется воздействие термохимического упрочнения внешней и внутренней поверхностей.
При выводе расчетной формулы для напряжения σ0, возникающего от овализации сечения, допускается, что нагрузка по внешней поверхности пальца распределяется по закону косинусоиды. Палец рассматривается как брус малой кривизны радиуса ρ. Так как вследствие симметрии нагрузки вертикальные и горизонтальные сечения пальца не поворачиваются, можно вырезать одну четверть пальца и считать верхнее сечение заделанным. В нижнем сечении (рис. 109) действуют сила (0,5 Рz) и момент М (лишняя неизвестная), поперечные силы в указанных сечениях не возникают.
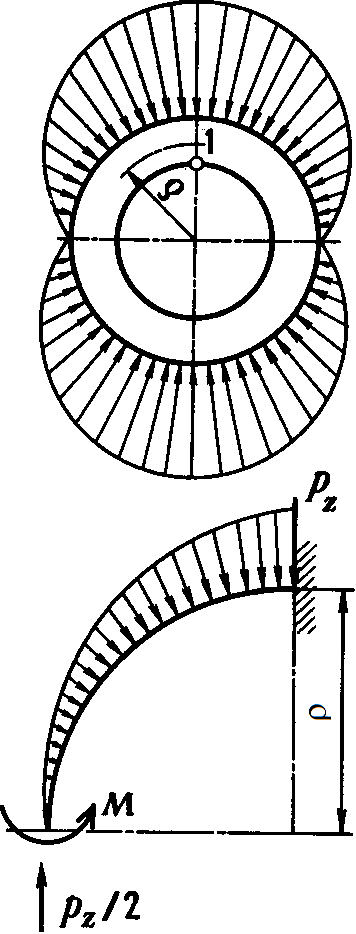
С достаточной степенью точности напряжение σ0 может быть найдено по формуле
 |
(215) |
В форсированных двигателях σ0 = 130-250 МПа.
Горизонтальный диаметр изменяется (увеличивается) в направлении, перпендикулярном оси цилиндра, на величину
 |
(216) |
Одним из средств повышения жесткости пальца является уменьшение его внутреннего диаметра. Во всех случаях толщина стенки пальца должна быть достаточна как для сохранения жесткости, так и во избежание в тонкостенных пальцах цементации стенки насквозь.
Материалы
Поршневой палец изготовляют из углеродистой или легированной цементуемой стали. В стационарных, судовых и тепловозных двигателях применяют углеродистые стали 15 и 20; в быстроходных автомобильных, тракторных и форсированных двигателях чаще легированные стали 15ХМ, 38ХА, 12ХНЗА, 18Х2Н4МА и др. (Таблица Х).Таблица Х. Материалы поршневых пальцев
| Материал |
Модуль упругости (Е), МПа |
Коэффициент Пуассона (μ), - |
Предел текучести (σт),
МПа |
Предел прочности (σв),
МПа |
Плотность (ρ), кг/м3 |
| 15 |
2,01e5 |
0,3 |
225-430 |
320-780 |
7850 |
| 20 |
2,13e5 |
0,3 |
225-245 |
310-830 |
7859 |
| 15ХМ |
2,01e5 |
0,3 |
225-350 |
431-550 |
7850 |
| 38ХА |
1,96e5 |
0,3 |
...-780 |
588-930 |
7850 |
| 12ХН3А |
2,00e5 |
0,3 |
490-930 |
...-685 |
7850 |
| 18Х2Н4МА | 2,00e5 | 0,3 | ...-835 | ...-1130 | 7950 |
Поверхность пальцев цементуют на глубину 0,5-1,5 мм с последующей закалкой и отпуском; применяется и азотирование поверхности. При изготовлении пальца из углеродистой стали 45 поверхность пальца закаливают током высокой частоты на глубину 1-1,5 мм. Этот способ термической обработки имеет более низкую стоимость, чем цементация, позволяет повысить качество деталей и снизить брак.
Литература
1. Двигатели внутреннего сгорания. Конструирование и расчет на прочность поршневых и комбинированных двигателей. Вырубов Д.Н., Ефимов С.И., Иващенко Н.А. и др. Учебник для студентов втузов, обучающихся по специальности «Двигатели внутреннего сгорания». Под ред. А. С. Орлина, М. Г. Круглова. 4-е изд., перераб. и доп. М.: Машиностроение, 1984г. 384 с.2. Конструирование двигателей внутреннего сгорания: Учебник для студентов высших учебных заведений, обучающихся по специальности "Двигатели внутреннего сгорания" направления подготовки "Энергомашиностроение". Чайнов Н.Д., Иващенко Н.А., Краснокутский А.Н., Мягков Л.Л. Под редакцией заслуженного деятеля науки РФ, доктора технических наук, профессора Чайнова Н.Д. М.: Машиностроение. 2011. 496 с.